Example 2: Why does the rectangular base plate shrink in the length direction after carburizing and quenching?
1. Proposal of the problem
The rectangular base plate is a base member in the combined jig, and its outer dimensions are 360 ​​mm long × 180 mm wide × 60 mm thick. There are 2 “T†slots in the upper plane and 5 “T†slots in the longitudinal direction. 8 至0. 8mm。 The product is 0. 7 ~ 0. 8mm. 2 至 0. 4mm。 The slabs of the slabs of the slabs of the slabs of the slabs. Check that the width is reduced in size and almost keeps the original machined size. Why is the length dimension reduced? Which process is causing it?
2. Cause analysis
(1) For the analysis of the reasons, we separately measured and recorded the size after carburizing and quenching. The dimensions of the two processes are basically the same, indicating that the size has been reduced after carburizing, and then installed in different directions. The furnace, no change, seems to have little to do with the weight of the part itself.
(2) Investigate the forging process. The forging process states that the forging shape meets the forging size requirements and is normalized. The actual situation is that at the time, the forging hammer of the factory was shut down due to overhaul, and the batch of products was sent to the outside factory for cooperation. The cooperating manufacturers only completed the forging and did not perform normalizing treatment. Due to lack of experience, the outsourcing personnel returned the batch of forgings to the factory and directly transferred them to the machining workshop for processing. Therefore, normalizing treatment was not carried out. After the machining is completed, it is transferred to the heat treatment workshop for carburizing and quenching, and the length dimension is reduced.
The reason for the analysis was initially thought to be caused by the fact that the forged blank was not subjected to the normalizing process. Because a part such as a rectangular base plate is elongated during forging, the metal is elongated in the direction of the drawing, and tensile stress is generated to form a fiber flow line. The purpose of normalizing is to refine the grains, eliminate internal stress, and prepare a good structure for the next heat treatment. Therefore, for the base plate that is not normalized, heating and heat preservation during carburizing, the forging stress is eliminated, and the length direction Produces shrinkage and the size is significantly reduced.
(3) The forged blanks that have not been normalized are normalized in the normal normalizing process, and the mechanical processing steps are unchanged. The batches of the normalized base plates are measured and numbered in detail before carburizing. After carburizing According to the number, the size reduction is within 0. 2mm, and all of the quenching and fine grinding are qualified. Tests have shown that the reduction in size is due to the fact that the normalizing process has not been carried out.
3. Improvement method
(1) The forging process and the normalizing process of the forging process are divided into two processes, which are filled out and inspected and sealed.
(2) All normal forging blanks are normalized. Production practice has proved that the normalizing and annealing processes must not be neglected, and the length of the workpieces in the normalizing process is not reduced.
Example 3: Why does the white steel knife often produce low hardness after tempering in summer?
1. Proposal of the problem
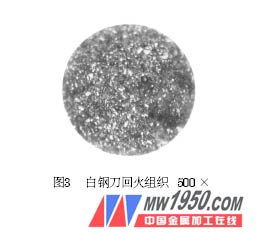
The white steel knife is also called the turning tool and is made of high speed steel. The hardness of the finished product is ≥63HRC. It is quenched and tempered according to the normal process, and the tempering structure is sufficient in winter (see Figure 3). The structure is tempered martensite, carbide and a small amount of retained austenite. The tempered martensite is black, the austenite grain boundary has been covered, and the white point is carbide. The hardness after tempering can reach more than 64HRC. However, in the summer, especially in the same process, quenching and tempering are often performed, and the tempering is often insufficient, and the hardness is sometimes lower than 63HRC.
2. Cause analysis
The tempering temperature of high-speed steel is generally 550 ~ 570 °C, tempering three times, each time 1h, various alloy carbides are precipitated from the solid solution in a fine dispersion state, and are not easy to aggregate, resulting in "dispersion hardening" phenomenon, thereby improving the hardness; On the other hand, there is 20% to 25% of retained austenite after quenching of high speed steel. When tempering is cooled, the retained austenite is transformed into secondary martensite, which is the reason for the increase in tempering hardness of steel. It is called "secondary hardening" phenomenon. In winter, the weather is cold, the room temperature is low, the cooling speed is fast, the tempering is sufficient, and the hardness is high. In the summer, especially in the three days, the workshop has a high temperature and a slow cooling rate. Especially in mass production, when the barrel is tempered, the cooling rate is slower. When the whole barrel of white steel knife is cold to room temperature, it will rush to the next tempering, which will make the transformation of retained austenite to martensite insufficient, and the tempering is not sufficient from the metallographic examination. From the hardness test results , sometimes below 63HRC.
3. Preventive measures
(1) Do not overfill the barrel when it is tempered, and empty it in the middle of the barrel.
(2) In the summer, you can blow with a hair dryer to speed up the cooling.
(3) Pour the tempered white steel knife on the ground, disperse and cool. After tempering at night, the car can be pushed out of the car and cooled quickly.
(4) The white steel knife is cooled to room temperature before the next tempering. Through the improvement of the above measures, the quality is also stable in the summer.
Previous Next
Pipette tips are consumables commonly used in chemistry,biology,medicine to transport a measured volume of liquid.It has many types and specifications,transparent or black,with or without filter,max volume can be from 10ul to 1250ul. We produce the pipette tips in 100,000 grade cleaning room.So the tips we have are DNAse, RNAse free and sterilized.

Filter Pipette Tips,Non Filtered Pipette Tips,Pipette Tip Box,Low Retention Pipette Tips,Sterile Pipette Tips
Yong Yue Medical Technology(Kunshan) Co.,Ltd , https://www.yonyuetip.nl