Abstract : Demand for titanium alloy materials in the aerospace industry is growing, and experts predict an average increase of 20% over the next five years. This will change the landscape of the manufacturing plant, as processing titanium alloys often requires longer machine run times. Walter offers its aerospace industry customers new tools and comprehensive parts knowledge in order to process titanium parts in an efficient, economical and time-saving manner.
With a high processing content, a large amount of chip processing is required in the process, which greatly exceeds the chip of the finished part. This is mainly due to the fact that the integral forging has a large number of dimples, and the walls or bottom surfaces of the various deep and shallow dimples, the 5-axis dimples, and the rectangular dimples are often thin, so that it is difficult to mill, and strict requirements are imposed on the processing techniques of these members. Indexable inserts and solid carbide milling cutters provide a comprehensive trade-off. The focus of attention is on the reliability of the process, as these components are very expensive. At the same time, the cost pressures of the market have created high processing performance and production efficiency requirements.
Generally, when processing titanium alloy materials, the material has low thermal conductivity and is prone to vibration, so a very rigid machine tool solution and optimized cutting edge preparation are required. Dirk Masur, Aerospace Industry Parts Manager, Tuebingen, Germany, and his colleagues worked together to overcome the difficulties of titanium processing. He said: "Our focus is on a complete solution, based on best practices, taking into account various aspects of the application, such as tool design, CAM procedures and machining strategies." Therefore, we have developed a suitable roughing, Advanced tooling solutions for semi-finishing or finishing.
Masur said that with decades of knowledge of the parts we have accumulated, Walter has developed an efficient and reliable strategy: “As part of a global network, I think these strategies are extremely important. Our expertise is customer-focused and in all majors. The school and the machine tool manufacturer have established a comprehensive partnership. We work together and continue to develop the processing of key parts. This is the secret we can always use the latest technology."
Finally, Tubingen's processing experts can provide customers with the most efficient custom process. The key is that the process is perfectly matched to the machine type and machining capability, for example, with lower performance machines for maximum output. Masur stressed: “Improve and validate the machining process before the handover, so that users can be aware of the efficiency, economy or processing reliability of the process.â€
Typical test of aluminum alloy
Because the aviation industry has few real test parts available directly, and there are no large components, Walter's experts usually use ordinary parts to prove the performance of each generation of tool products. This component is made of commercially available Ti6Al4V (3.7164) material. Walter's experts designed parts with a variety of typical dimple shapes that are the same or similar in shape to the dimples on the actual part. This means that the processing results can be transferred to each other.
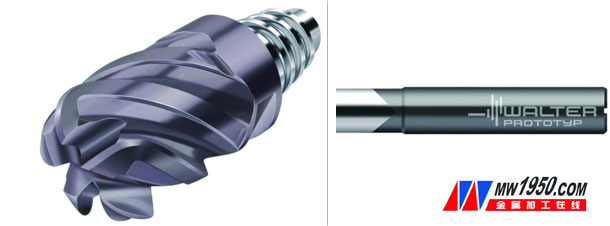
The plan is a four-in-one tool: M3255 tangent corn milling cutter (see Figure 2), M4002 large feed face milling cutter (roughing process, see Figure 3), Ti40 solid carbide end mill ( See Figure 4) and a modular ConeFit milling cutter with a Ti50 interchangeable head (semi-finishing and finishing operations, see Figure 5). This is a combination that may really be needed in real life, such as when machining a landing gear mounting bracket. We have designed two solid carbide tool coatings and macro-grooves and micro-grooves for titanium machining. The M3255 and M4002 cutters feature indexable inserts made from Walter's new WSM45X cutting tool material. The most suitable coating for ISO S and ISO M applications is the CVD coating, which is very strong.

Figure 1 landing gear mounting bracket

Figure 2 M3255 corn milling cutter

Figure 3 M4002 universal face milling cutter

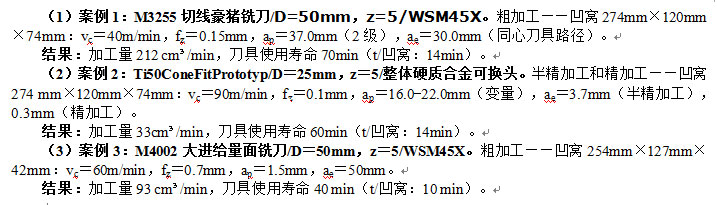
Figure 4 Walter PrototypTi40 solid carbide milling cutter
(a) (b)
Figure 5 ConeFit interface Ti50 and handle
The following is an example of the machining rate and tool life when machining a universal part pocket:
Differential milling high dynamic cutting
A good example of an intelligent machining strategy is High Dynamic Cutting (HDC). This improves both efficiency and economy while improving process reliability. After high dynamic cutting, the machining conditions remain the same, so the force on the cutting edge of the tool and the process temperature remain unchanged. The corresponding functions are provided by advanced CAM software. Its advantages: better performance, higher processing reliability; constant vibration caused by small knife conditions, low tool wear rate and long service life. Therefore, the cutting length is longer and the amount of processing is larger. At the same time, the spindle consumes less energy. The Walter Prototyp Ti40 Solid Carbide Milling Cutter is best suited for this strategy.
Case 4: Ti40 Prototyp / D = 20mm, z = 5 / titanium alloy material solid carbide end mill. High dynamic cutting, rectangular dimples: 200 mm x 92 mm x 48 mm: v c = 115 m /min, f z = 0.134 mm, a p = 47.5 mm, a e = 2 mm.
Results: The processing volume was 139 cm3/min (t/dimple: 9 min).
Lightweight and high strength properties of titanium alloy materials
Titanium alloy materials are classified into materials that are difficult to process (ISO S). The thermal conductivity of these materials is low and the thermal load on the cutting edge of the tool is high. Low modulus of elasticity is also prone to vibration during processing.
Ti6Al4V is the most commonly used titanium alloy material in the aviation industry. Its thermal conductivity is 7.56 W/mK (steel Ck45: 51.9W/mK), elastic modulus = 110 kN/mm2 (steel Ck45: 210 kN/mm2), density = 4.4 g/ Cm3 (steel = 7.85 g/cm3), tensile strength Rm = 900 N/mm2.
Walter's aerospace industry experts demonstrated the typical component process using a common part made of Ti6Al4V (see Figure 6). However, more and more landing gears are currently using Ti-5-5-5-3 and Ti-10-2-3 materials. The thermal stability of the two materials is higher than that of Ti6Al4V and the cutting speed is low during processing.

(a)

(b)
Figure 6 Demonstration of titanium alloy parts
Development trend and response of alloy materials
Aluminum is an indispensable material for modern aircraft. Despite the increasing use of composite materials, this material still plays an important role. Part of the reason is that zinc alloy materials with excellent properties are being developed. The current trend is toward the development of aluminum-lithium forged alloys.
Al-Li alloy is lighter than other aluminum alloys, has a high modulus of elasticity, and is most suitable for the aircraft manufacturing industry. Workpieces made from these lightweight materials are often similar to titanium alloy workpieces. Both materials have a large number of dimples, thus producing a large amount of chips. The main difference is that the aluminum alloy is processed by HSC (High Speed ​​Cutting) and is no longer considered to be "difficult to cut" or "low cutting parameters". Conversely, when the milling speed is above 3 000 m/min, the Vc value is not commonly used. On the other hand, cutting speeds are too low to form built-up edges, which reduces tool life. For the same reason, the use of aluminum alloys requires a great deal of technical expertise and part knowledge in the processing of titanium alloys in order to develop efficient, economical, safe and reliable processes. The focus is on a complete solution based on the application, just like the aluminum-optimized tool and machine solution.
As a result, Walter recently introduced a new type of milling cutter, a new professional aluminum alloy that can be precisely tailored to the requirements of the aircraft manufacturing industry. The M2131 oblique feed cutter (see Figure 7) uses a 90° indexable insert with expertise in oblique feed and dimple milling. Walter manufactures the milling body with the highest degree of concentricity and the indexable inserts used are protected against centrifugal forces. The milling cutter is also pre-balanced. Through HSC machining, measured values ​​that guarantee high machining reliability are obtained.

Figure 7 M2131 oblique feed cutter
However, the highlight of the new tool is the WNN15 material indexable insert, a new PVD tool made using the "HiPIMS method". "HiPIMS" means "high power pulsed magnetron sputtering". The unique feature of this physical coating process is the formation of a highly elastic, smooth PVD coating. The benefit of this new tool is that the friction is very low and there is very little built-up edge. It also withstands flank wear and has extremely high cutting edge stability. Wolfgang Vötsch, Product Manager for Turbingen Walter Milling, said: "The field test confirmed the technical advantages of the new indexable insert compared to the standard type. Our application engineers have easily extended the tool life to 200%. There is a case , we can even extend almost 400%!"
Steel Buckles With Surface Treatment
We can see buckles everywhere.
There are plastic buckles,metal buckles,small buckles,big buckles,all of them.
WinnerLifting mainly deals with Cam Buckles and some other buckles used as bag accessories.
Especially for cam buckles,they are tend to be more like industrial-using buckles,because they are of much stronger breaking strength than plastic buckles.

Sliding Buckles,Stainless Steel Buckle,D Rings,O Rings
WINNERLIFTING SAFETY EQUIPMENT CO.,LTD. , https://www.winnerlifting.com