At present, the machine tool field follows the 50-year program mode (based on G code), which needs to be improved in terms of interoperability to achieve easier data exchange with other software, rather than re-entering or re-engineering. information. In addition, there is currently no standard way to quickly optimize tools through design parameters that determine which machines can do their work very efficiently.
This makes frustration for the main end users who are committed to the standardization of STEP-NC. It may not be surprising that CNC manufacturers and software vendors are listening to users and trying to provide some of these features, even if they don't adopt or have not adopted the standards that have just emerged.
Some people’s distrust of the standard undermines this plan. These manufacturers' delays have prevented the machine tool sector from achieving its interoperability and effectiveness.
EMAC (Open, Modular Structure Control) Machine Tool Working Group's efforts to develop standards continue. STEP-NC is a sub-working group dedicated to understanding and evaluating ISO 10303 in the OMAC user community environment, now part of the ISA (another sub-working group of HMI-API, is developing a generic HMI API for all CNC devices). End users and industry suppliers are demonstrating in different ways the benefits of digital data transfer/storage in these different CNC designs and machining processes as shown by these standards.
More examples
At the ISO TC184/Sc4 Wg3-T24 STEP-Manufacturing Conference in Toulouse, France, June 26-30, users and suppliers were willing to demonstrate the STEP-NC processing specified by Airbus and Boeing. Vendors attending the conference included Siemens, Fanuc, Fidia, Okuma, Step Tools and LSC Co. (In May, another STEP-NC show was held in Busan, South Korea).
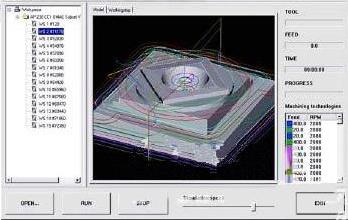
Figure 1: Step Tools Inc. says their ST-Machine product is equipped with STEP-NC for the manufacturing process.
AP-238 machine-independent tool path
OMAC explained that about a decade ago, ISO STEP released the AP-203 data exchange protocol for CAD; at that time, it was difficult, sometimes even impossible, to move 3D data between design systems; AP-203 made information Can be better exchanged. Similarly, the OMAC working group is working on a protocol for exchanging data between CAM and CNC systems called AP-238 or STEP-NC.
In describing its results, OMAC said, "With STEP-NC, CAM and CNC systems can exchange 3-D geometry, 3-D features, 3-D tolerances and 3-D machining information, so CNC machining is easier. The CNC system will also be more intelligent and safer to use."
The data exchange protocols being developed by the STEP Manufacturing organization include:
â– AP-219 CMM test data;
â– AP-223 casting data;
â– AP-224 manufacturing feature data;
â– AP-229 forging data;
â– AP-238 CNC data;
â– AP-240 processing plan data;
â– ISO 13399 cutting tool catalog data;
â– ISO 14649 CNC operation.Next page
Biochemical filter is the core spectral component in the optical path system of biochemical analyzer, and its optical performance directly affects the accuracy and sensitivity of equipment inspection. The biochemical filter produced by our company has the characteristics of high signal-to-noise ratio, large transition zone change rate, high transmittance, deep cutoff degree and so on.
Biochemical Filter,Laser Detector Filter Cartridge,Filter Laser Cutting Machine,Biochemical Bio Filter
Changchun Champion Optics Co.,Ltd , https://www.champion-optics.com